



衬塑管道,衬塑管件,钢塑复合管技术指标
一、衬塑管道工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm
二、衬塑管道技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
衬塑管道,衬塑管件,钢塑复合管检测
1、衬塑管道内衬原材料材质检测;
2、衬塑管件内衬厚度检测(≧3mm);
3、衬塑管件剥离强度检测(聚乙烯衬层与管内壁粘接力≧70N/cm);
4衬塑管件、电火花检测(内衬层15KV电火花检测,应无漏电);
5、衬塑管件压力试验检测(DN150/200/300/400:水压试验压力:21MPa和气压试验压力16.5MPa;DN600水压试验压力:5.0MPa和气压试验压力4.0MPa;);
6、绝缘电阻、电绝缘强度检测。


衬塑管道质量调查报告
目前全国生产制造衬塑管道的厂家非常之多,但专注钢衬塑管道质量工艺用心做的真的太少,中原地区公司秉承质量为本,用户为先理念,不忘初心,在衬塑管道研发,钢衬塑管道生产,衬塑钢管制造加工方面非常用心,不断完善车间生产质量管理体系和衬塑钢管质量监督体系,大力做好衬塑管道售后服务工作。
全国衬塑管道厂家行业标杆是公司目标,公司生产的衬塑管道目前得到了市场和客户的认可,在实际使用过程中,优良的防腐性能和超高的性价比是赢得客户的重要因素,将不断加大衬塑管道高新技术的研发投入,加快生产设备更新步伐,使衬塑管道加工工艺和产品质量更上一层楼。为客户奉献更好的衬塑管道产品。



经过纵横机械制造(乌海市分公司)多年的努力,现公司拥有一批高素质的研发团队,和技术服务团队,被认定为内蒙古乌海高新技术企业,我们坚持以质量为生命, 钢衬塑市场为导向,诚信为本的理念,永远把客户的利益和需求放在首位,且在国内外市场上有一定的认知度,同时也获得行业内人士和客户一致的认可,同时欢迎各界朋友同我公司进行广泛的技术交流与合作。

热滚塑钢管的水力计算
热滚塑钢管内壁为滚塑层,其管道内壁光滑,在进行水力计算时,管道粗糙系数应与塑料管一致。查相关的水力计算图表可参照塑料管道相关资料。其管路系统的水头损失应明显低于普通焊接钢管,对于节能也是有一定作用的。
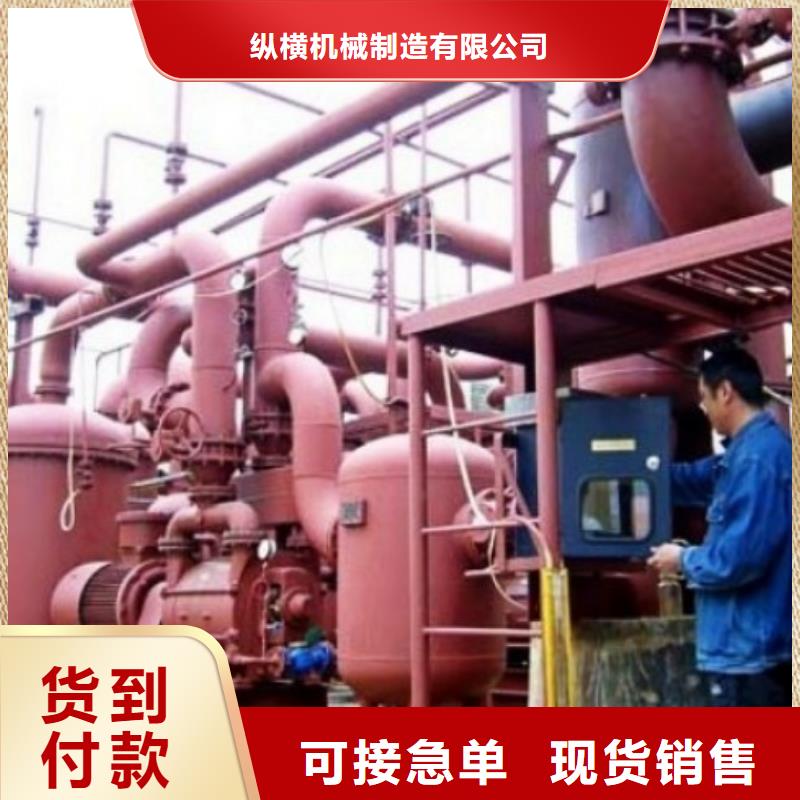
热滚塑钢管在循环水处理站的设计要点
循环水处理站内设有水泵、板式换热器、蒸发空冷器、过滤器、阀门、仪表等大量的水处理设备,站房内布置着设备基础、管沟、电缆沟;另有大量的热滚塑钢管循环水管道、焊接钢管循环水管道、其它水管、压缩空气管道、电缆管等,或架空敷设或埋地敷设。上面的照片是热滚塑钢管在循环水处理站应用的工程实例。
一般情况下,对于管路简单的管线,热滚塑钢管可以采取将所有热滚塑钢管先以焊接钢管形式到现场,安装完毕后拆除,运回专业制造厂家滚完塑编号后运回,二次安装,这样管路的设计工作就相对简单一些。但循环水处理站管路的特点是:管道复杂多变,管道交叉多、短管多、弯头多;如果采取二次安装的方式,施工周期太长,且如果热滚塑钢管夹其它管道中间,则必须等热滚塑钢管安装完毕后才能安装其它管道,所需要的工期就更长了;由此可见,二次安装在大规模的循环水管道系统中应用很不现实,这就要求必须在管路设计时日既要确保管路设计的正确性又要考虑施工、维护、检修时的便利性,因此热滚塑钢管循环水管路的设计难度很大。

