
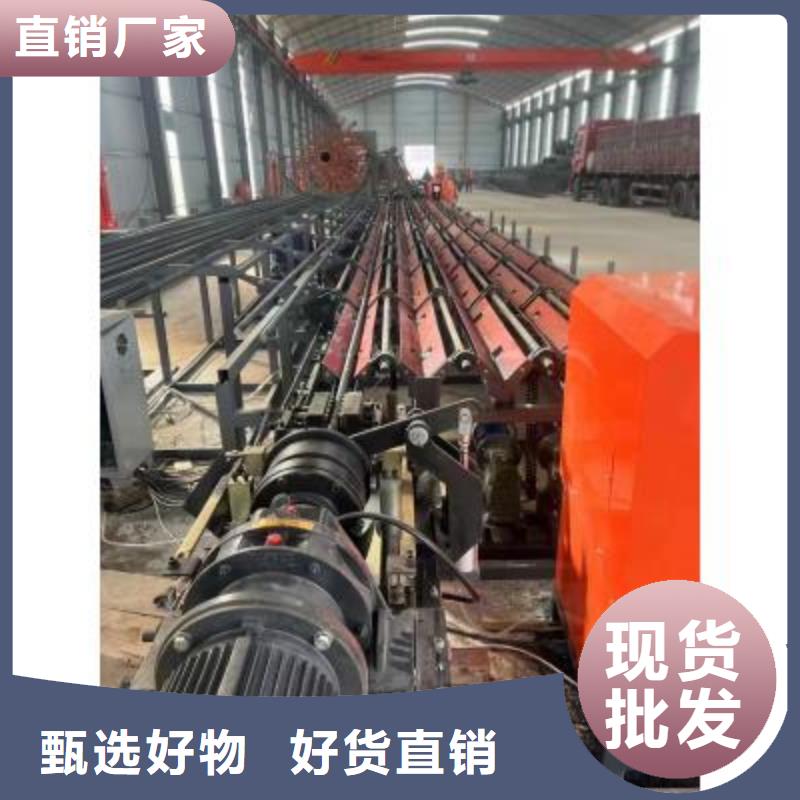




芜湖数控棒材钢筋生产线产品特点:剪切后辊道采用进口PLC控制,移动式轨道加固定挡板,精度高。液压式剪切系统,故障率低,可靠性高,剪切能力强。3、多挡板设计,定位速度快,效率高。双向收料,成品存放量提高一倍。配置套载,可大大提高材料的利用率 剪后辊道采用丝杆升降电机整体驱动,调整尺寸准、快速、方便。剪后辊道卸料杆分为三段设计,可根据不同钢筋长度满足单独工作、配合工作、同时工作的需求,可节省用气量,提高响应速度。整机原材料都经过大型抛丸机设备进行抛丸打磨、喷砂、底漆、面漆工艺,限度延长了设备的使用寿命。液压剪前设置了剪体辊道,靠近剪刀的一端配有两个气缸,控制辊道升降,剪切钢筋时,可与液压缸剪切同步运动,保证了钢筋送料端在剪切时不会变形 剪后辊道采用丝杆升降电机整体驱动,调整尺寸 快速、方便。剪后辊道卸料杆分为三段设计,可根据不同钢筋长度满足单独工作、配合工作、同时工作的需求,可节省用气量,提高响应速度。
该设备是一种主要针对棒料钢筋头部螺纹加工全自动一体化设备。能够将钢筋按照需要,自动完成钢筋端部螺纹加工工艺,并且在制作小直径钢筋时能通过镦粗工艺将钢筋头部墩粗,从而使钢筋的加工螺纹直径更大连接强度高。同时完成套丝工艺后可对钢筋端部不平整的部位进行打磨工序。芜湖数控钢筋锯切套丝打磨生产线特点:1.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高。2.螺纹钢金属带锯床,具有切削、节能省料、操作简单等特点。3.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。4.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。5.钢筋输送滚采用V型辊进行,具有、减噪音、寿命长等特点。6.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。

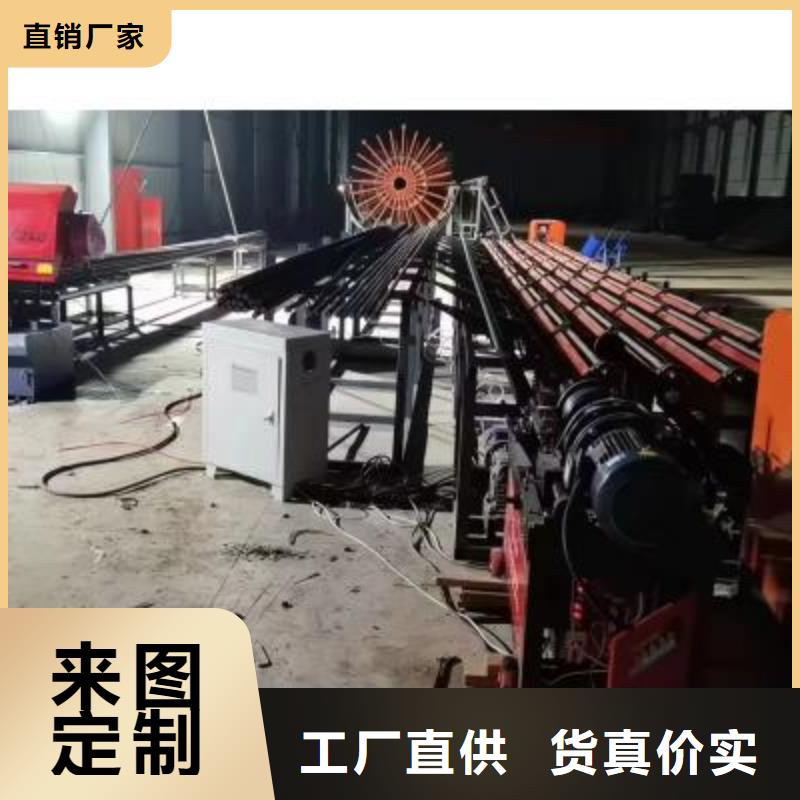
芜湖数控钢筋锯切镦粗套丝打磨生产线可以对圆钢、螺纹钢按客户需求快速准确的定尺、锯断、套丝、打磨并分级存储,然后分类送往各个弯曲机、焊笼机等后续加工场地。该数控钢筋锯切、套丝、打磨生产线是集自动送料、定尺、镦粗、套丝、打磨、自动收料、寻找仓位、分级储料为一体的高度自动化钢筋加工设备,锯切套丝生产线原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点;缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效。

芜湖数控钢筋锯切套丝生产线引进德国技术水平,是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。采用伺服电机,锯切精度高。锯切后的钢筋自动分料, 套丝方便。通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之 间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。锯床采用国内专用的双面夹紧锯床。合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快, 便后维护。
 芜湖供应数控套丝打磨生产线十年行业经验
<芜湖>建贸机械设备有限公司
芜湖供应数控套丝打磨生产线十年行业经验
<芜湖>建贸机械设备有限公司
传统的锯切方式是由工人人工定尺,整个加工技术流程工序十分繁琐,而且过程中需要劳动人员多、且钢筋加工工人的费用颇高,特别是所有的加工工序如钢筋的调直、弯曲、切断不能一次完成,基本每道工序都需要单独的简易设备进行搭配,各工序均需配备专职人员及小型设备进行分工加工,才可完成箍筋加工成型,对人力物力利用率十分低下,很大程度上都无法确保建筑工程质量以及施工工期。1、芜湖数控钢筋锯切套丝打磨生产线,钢筋锯切、墩粗、套丝、打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度 并减少了劳动力。2、全机配备横向上料装置,上料方便,自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋。3、钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。4、短的时间实现从原材料到两端套丝半成品,具有智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作。
