



数控钢筋弯曲中心工作原理及使用方法,首先是接通电源,在数控钢筋弯曲中心控制面板上打开开关,再启动油泵,这样你就听到油泵的转动声音了。(此时机器不动作)
行程调节,使用必须要注意调节行程,在折弯前一定要测试。它的上模下行至 部时必须保证有一个板厚的间隙。否则会对模具机器造成损坏。行程的调节也是有电动快速调整。
数控钢筋弯曲中心折弯槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。
后挡料调整一般都有电动快速调整和手动调,方法同剪板机。
踩下脚踏开关开始折弯,数控钢筋弯曲中心模具与剪板机不同,可以随时松开,松开脚便停下,在踩继续下行。
综上所述,大家对数控钢筋弯曲中心工作原理及使用方法应该有所了解了,数控钢筋弯曲中心有着重要的作用,想要了解更多数控钢筋弯曲中心的问题欢迎来电咨询,我们会用 的服务来回答您的问题。
人工操作时的问题与缺陷:
1、 人工校直速度很慢,劳动强度大、造成效率低下。
2、 人工校直后每段钢筋的两端要剪掉,剪掉的部分就成了废料,造成了材料的浪费。
3、 人工校直过程中,其次拉直的长度很难控制一致,这样在下料时,也会出现料头,同样成了材料的浪费。
4、 无论是人工校直还是校直机校直,都有一个共同缺陷,就是施工现场占用面积大。校直机约占十几米的长度,人工校直要占几十米的长度。这在城市施工会有困难。
5、 目前的弯曲成型,较大程度上依赖于手工成型,人工在工作台上通过简陋的手工工具,进行成型。在条件较好的单位或工地上使用弯箍机成型。
6、 由于人工加工及半机械化加工,箍筋的尺寸及角度的一致性不好,分散程度产品用途:建筑工程、钢筋工程。

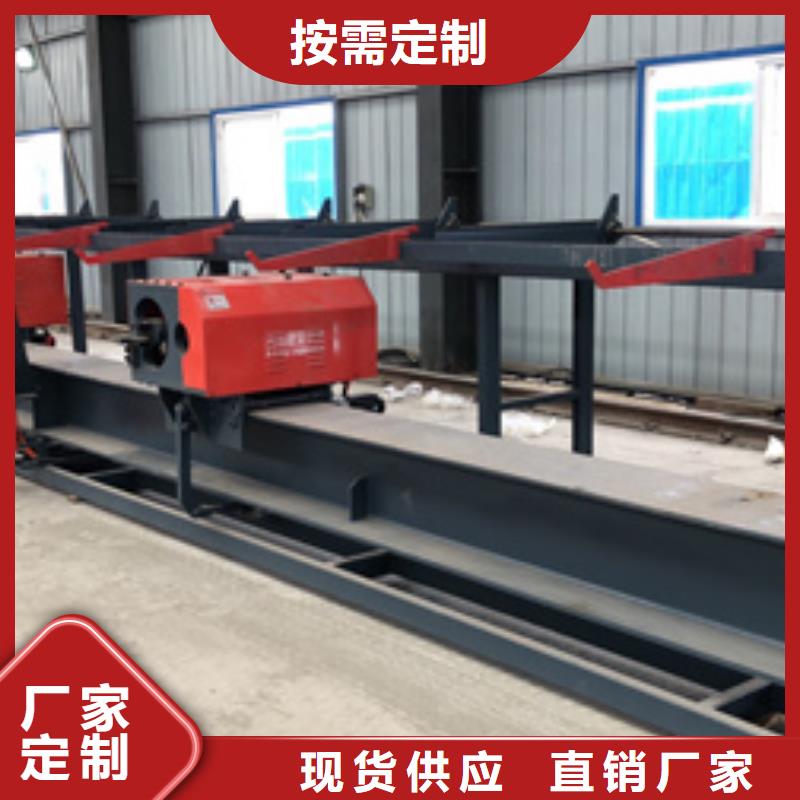
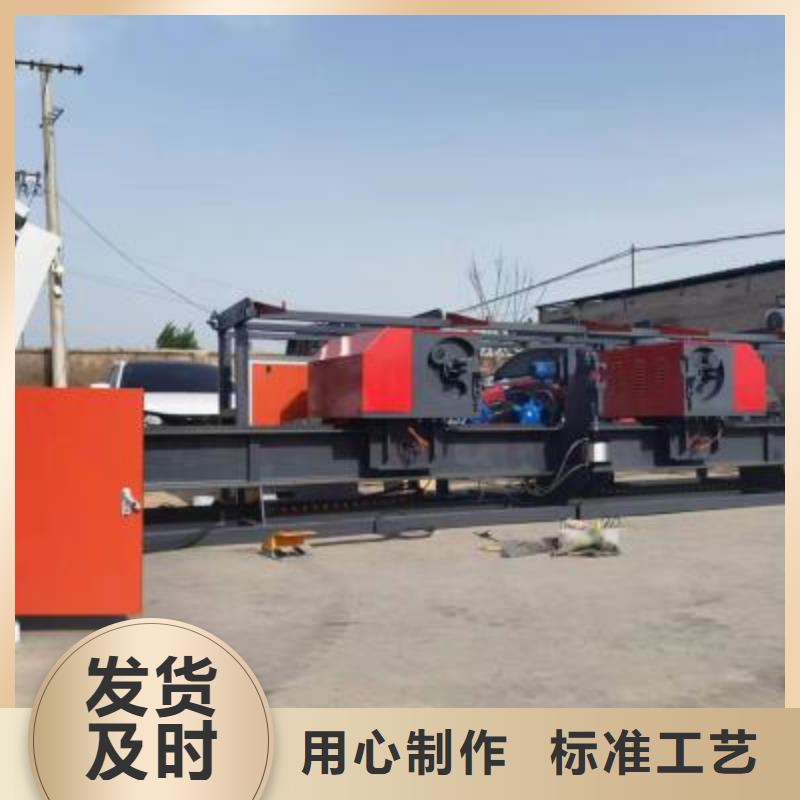
支架及机身:弯曲中心采用整体式吊装,搬迁不需拆卸,安装简便固定场地生产或频繁更换场地都适用。弯曲平台导轨采用高强度移动导轨,经久耐用,不易变形。高强度自动储料架,可实现连续生产。
数控双机头钢筋弯曲机技术参数
型号 G2L-32型
弯曲能力 钢筋规格 弯曲角度
?6-?28 正180°
负120°
?32 正90°
负90°
主机 移动速 0.6m/s
弯曲速度 60°/s
弯曲长度精度 ±1mm/m
小弯曲轴间距 490mm
弯曲边短长度 90mm
装机总功率 15kw
整机尺寸 Ⅰ型:10.5×2.15×1.6m Ⅱ型13.5×2.15×1.6m
总重量 6T

产品特点:
1、进口PLC结合触摸屏控制界面,操作方便
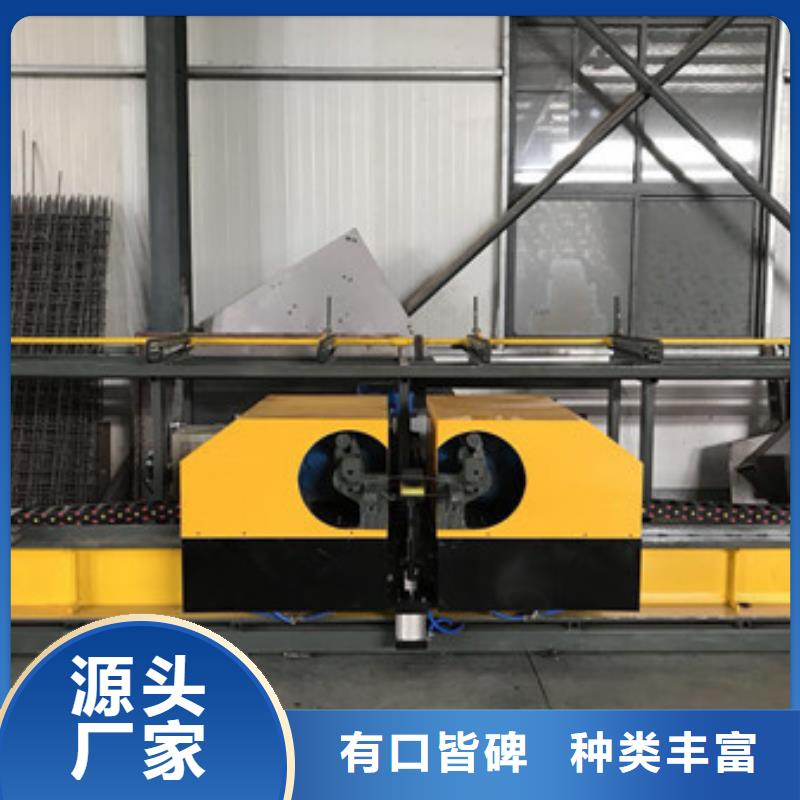
2、中心柔性钢筋锁紧机构设计,确保弯曲精度
3、弯曲主轴由伺服控制,弯曲精度极高
4、移动式弯曲主机,弯曲长度自由定尺
5、伸缩式弯曲轴,实现了钢筋的双向弯曲,效率高。
6、高强度自动上料架,实承载原材料
7、一次性可弯曲多根钢筋,效率高
8、电控系统采用进口PLC可编程控制,可实现故障自动识别、图形编辑、计数等功能
产品技术参数:
钢筋直径 12—32mm 直条
弯曲方向 左侧机头,顺时针转;右侧机头,逆时针转
弯曲边长 300——11700mm
弯曲角度 0-----180°
弯曲速度 60°/秒
移动速度 0.6m/s
长度精度 ±1mm
角度精度 ±1°
总功率 20KW
 芜湖2机头数控钢筋弯曲中心-品牌厂家
<芜湖>建贸机械设备有限公司
芜湖2机头数控钢筋弯曲中心-品牌厂家
<芜湖>建贸机械设备有限公司
数控立式钢筋弯曲中心机属于一种对钢筋弯曲机结构的改进。调直系统特性:由水平和垂直的可自动调节的两套矫直轮组成,结合4个牵引轮,由进口伺服电机驱动,确保钢筋的矫直达到*的精度。钢筋加工机械之一。本实用新型包括,减速机、大齿轮、小齿轮、弯曲盘面其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面旋转;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度稳定、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于维修。可以采用智能化控制。
