





3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
按接头形式分类;
按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等;
钢筋笼滚焊机各步骤具体操作如下:
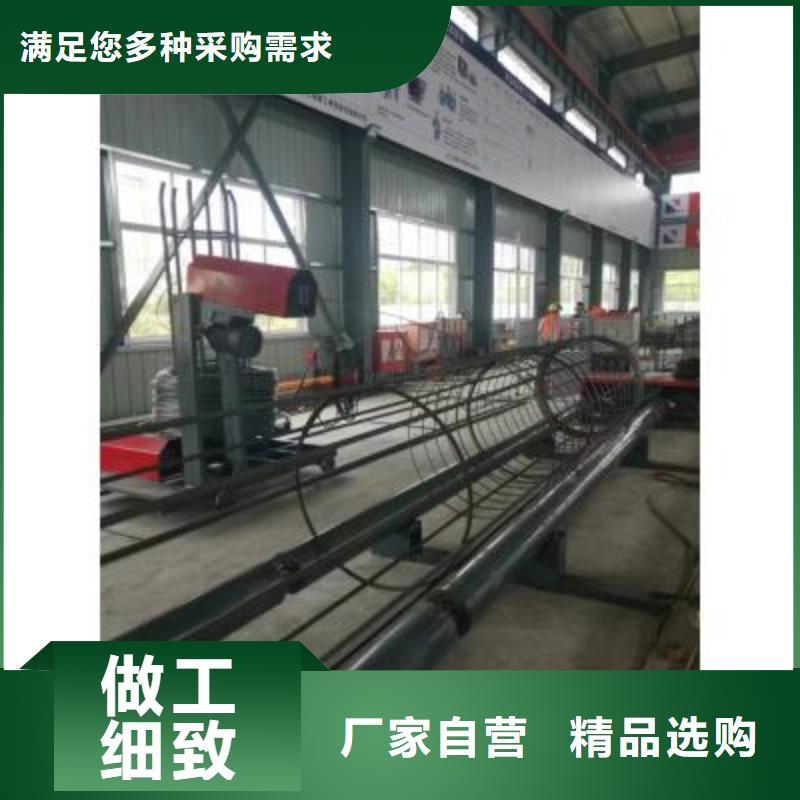
a)设备安装调试在设备安装时,主要考虑钢筋笼的大小、同排主筋数量、主筋的间距、箍筋的间距等因素,固定盘和移动盘的螺栓数量和间距由设计图纸中钢筋笼直径、主筋数量和间距来控制,拖动系统的行走速度由箍筋间距来决定,钢筋笼旋转一周,移动盘向前行走距离为箍筋绕主筋一周的长度;钢筋笼绕筋机


本机由机械工作部分与电器控制部分组成:1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。1)主驱动系统由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,武威钢筋笼绕筋机同时向焊接控制系统传输焊接信号。2)拉筋系统牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。3)电极系统气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。4)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。5)焊接控制主回路系统:主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
 建贸机械设备有限公司
建贸机械设备有限公司

3,钢筋笼滚焊机由于设备较大放置位置有要求,需平整硬路面,武威钢筋笼绕筋机适用环境比较多,只要相对平整即可。4,工艺,钢筋笼滚焊机是先把主筋放入机器,然后焊接内箍筋,焊接绕筋,而钢筋绕筋机恰好相反,先焊接内箍筋,再焊接绕筋。5,钢筋笼滚焊机可加工12米(定制多25米)长的钢筋笼,钢筋绕筋机可加工30米以上的钢筋笼,两款机器都可以适用主筋Φ12-32mm,绕筋Φ6-16mm,绕筋间距50-500mm。6,钢筋笼滚焊机优势:误差小成型质量高,焊点,搭载自动上料装置,控制系统采用PLC、触摸屏、变频器。钢筋笼滚焊机缺点:制作不同直径钢筋笼需配套模具,加工钢筋笼长度略短,对接钢筋笼麻烦。钢筋绕筋机优势:配备遥控器只需一人操作,对场地要求不高,加工钢筋笼速度是钢筋笼滚焊机的2倍多,可加工长钢筋笼。武威钢筋笼绕筋机缺点:精度略逊于滚笼焊机,做完钢筋笼需人工焊接绕筋,内箍筋。综上所述,钢筋笼滚焊机适合大企业,而钢筋绕筋机适合个人私人老板。根据自身情况选择需要。.
