





对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
管壁的力学性能差异较大,内壁共晶渗碳体,珠光体的分解和转变,使石墨球长大,组织体积膨胀,导致铸管径向尺寸变大,石墨化程度越高,石墨球越容易长大,从而体积膨胀越大,而渗碳体,珠光体的分解是需要一定的温度和时间要求的,试样的球化率达到了的国标要求,靠近内壁的球化率为6级,为管子内壁夹渣,杂质元素多造成;外壁球化效果较中心和内壁好;外壁组织中莱氏体化严重球墨铸铁管承口内的所有杂物擦洗干净。将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部门不翘不扭,平均地卡在槽内。将润滑剂平均地涂刷在承口安装好的胶圈内表面在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
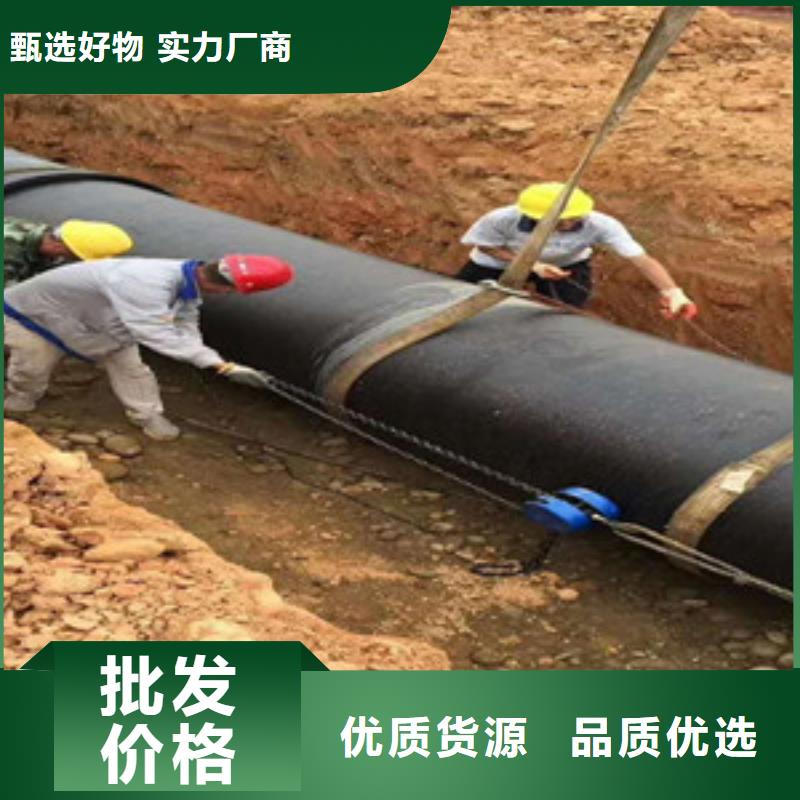
设备机具设备:将准备好的机具设备设备到位,设备时留心不要将已收拾的管子部位再次污染。顶推管子使之刺进承口:在设备时,为了将插口刺进承口内较为省力、顺畅。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口刺进承口悉数到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的间隔一致。球墨铸铁管有怎样长处呢?球墨铸铁管道是应当具有有以下几大特点:强度高,耐腐蚀、耐高压以及事故率较低运用的寿数以及高延生率的功能等等。供水以及排污常常都是老城区的居民所非常关心的一个问题,特别是在夏日降临的时候,降水量的添加。那都可当做为现如今排污方面所优先选择的管材在插口表面面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口设备好的胶圈内表面、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀。

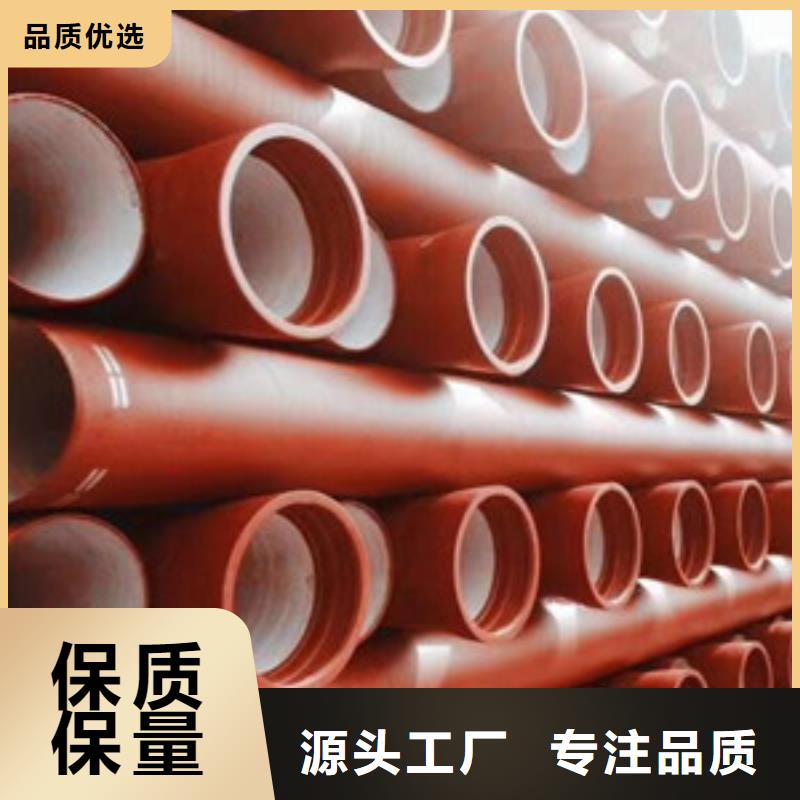
球墨管的制作标准:进行球化处置,即往铁液中添加球一化剂进行孕育处置五球墨铸铁活动性较差,缩短较大,因而需求较高的浇注温度及较大的浇注系统尺寸,多使用冒口,冷铁,采用挨次凝结准则工矿企业给水、输气,输油等。普通排水铸铁承插管及管件。柔性抗震接口排水铸铁直管,此类铸铁管采用橡胶圈密封、螺栓紧固,在内水压下具有良好的挠曲性、伸缩性。球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、能适应较大的轴向位移和横向由挠变形,适用于高层建筑室内排水管,对地震区尤为合适。