





⑦定期检查焊网机对地绝缘(至少每周一次)⑧机器严重受潮或被水浸泡后必须**检查合格后方可使用。~排焊机|焊网机工作环境和使用条件:1、海拔高度不超过2000m。2、环境温4℃~39℃之间,空气湿度不大于85%。自动化数控钢筋加工 4 步体验式咨询: 1、多媒体体验; 2、专业业务经理咨询; 3、样板工地现场体验; 4、打造 专家深度解析客户服务方案。 1+N三百六度服务(前、以后服务保持高度一致): 1位专业业务经理+ 1位技术服务指导+1位现场加工培训督导,为顾客提供完整而专业现场加工解决方案。
本公司专业生产钢筋笼滚焊机,钢筋笼绕筋机,数控钢筋弯曲中心,钢筋镦粗机,钢筋机,钢筋滚丝机,钢筋切断机,钢筋弯曲机,钢筋调直机,手提式钢筋弯曲机,锯床,钢筋打磨机等钢筋加工设备。
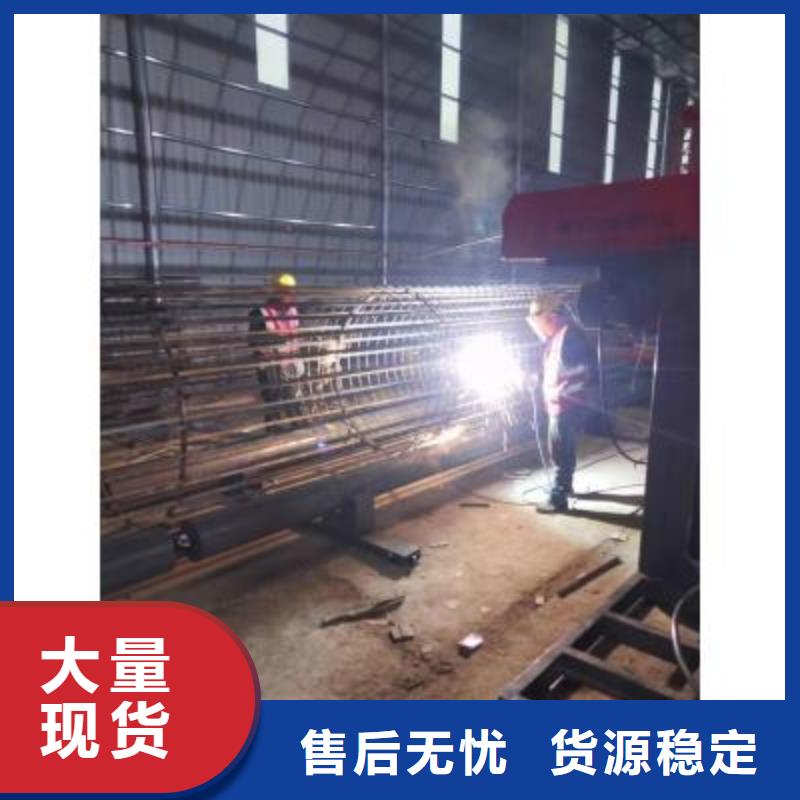
GJL3000型运城钢筋笼绕筋机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。河南建贸 钢筋笼绕筋机生产厂家采用半自动的去完成其绕筋成型整个工艺的专用机械装备(亦可在胶辊上制作骨架)本公司钢筋笼绕筋机优点1.PLC变频控制2.绕筋间距.速度无极调节,3.本机参数有自动存储功能4.可远距离遥控使用,远达50米内控制方便5.滚筒采用厚壁无缝钢管结实耐用耐磨6.调直机底座可升降广泛用于桥面,房建、房护桩防护,地铁缠桩基、高铁桩基、跨海大桥各大桩基绕筋施工用7.放线架采用304圆钢制作扎实耐用8.本公司产品系同行业中高配置 没有后顾之忧基本工艺流程上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位→完成技术参数项目及型号1250型、1500型、2000型、2500型钢。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。

运城钢筋笼绕筋机所有制作材料严格使用国标钢材,生产严谨,故障率远低于行业平均水平,豫工机械郑重承诺绕筋机整机质保一年,不仅要把好的产品销售出去,还要给客户提供优质的售后服务,尽快速度为客户安装设备,尽快速度为客户解决问题。运城钢筋笼绕筋机,主要由小车部分(包含钢筋承接圆盘、防线调直器、轨道)、动力柜(数控记忆作业参数)、传动结构(电机、滚笼支架)组成。主要适用于高层建筑、高速公路、高速铁路、大型桥梁等大型工程混凝土结构内主骨架钢筋的弯曲加工。 特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。5.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6.采用螺纹连接技术可定位,帮助提高钢筋笼分解、安装速度。

>> 设备操作简单、人性化,单人可作业;
>> 钢筋笼直径误差控制精准,可达到极限偏差要求;
>> 主筋间距误差小,能控制在1cm之内;
>> 一米之内盘筋间距误差可控制在5mm以内;
>> 配备二氧化碳保护焊,耗材损耗量少;
>> 可生产双盘筋、双主筋高要求钢筋笼产品;
>> 流水线作业,每班3人即可正常生产钢筋笼;
>> 套筒连接及对焊连接的主筋可直接上设备生产;
>> 熟练工人使用设备生产,效率高;
>> 自动上料,减少工人劳动强度;
>> 单段不超过12米,吊装、运输方便;
>> 零部件设计寿命长,备件更换简单快捷
钢筋笼绕筋机
 运城市钢筋笼地滚机承诺守信选河南建贸
<运城>建贸机械设备有限公司
运城市钢筋笼地滚机承诺守信选河南建贸
<运城>建贸机械设备有限公司
一、运城钢筋笼绕筋机加工方法介绍钢筋笼传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器和人工辅助完成,其余工序如主筋定位,螺旋筋安装、定位等都在人工操作下完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因主筋定位误差较大造成对接安装较困难。二、钢筋笼加工厂建设及设备简介1、钢筋加工厂建设简介2、钢筋笼自动滚焊机设备简介1)拖动导轨;(2)控制台;(3)拖动驱动系统;(4)主筋料架;(5)钢筋笼液压支撑装置;(6)固定旋转驱动机构;(7)移动旋转驱动机构;(8)主筋固定器;(9)主筋导管;(10)主筋承接分隔系统;(11)箍筋放线架;(12)箍筋矫直机构;(13)主筋上料系统三、施工工艺简介1、施工工艺流程2、主筋切头及丝口加工3、丝口检查及保护每加工完成10个接头采用卡尺、螺纹环规对丝头加工质量进行检测,检查丝头螺纹牙型、丝头长度、螺纹直径是否满足规范要求。加工完成的接头采用专用保护套进行保护。4、主筋上料通过上料架或人工将加工好的主筋放入分料器,人工穿过固定盘模板,并在移动盘模板内通过固定螺栓将主筋锁紧。启动移动盘,进行箍筋缠绕及焊接。
