




建贸机械设备有限公司
钢筋接头采用帮条焊或搭焊时,焊缝长度不应小于帮条或搭接长度,焊缝高度应大于等于0.3d,并不小于4mm;焊缝宽度大于等于0.7d,并不小于10mm。
6.外观检查钢筋笼绕筋机
钢筋电弧焊接头外观检查应在接头清渣后逐个进行目测或量测. 接头处不得有裂纹焊缝表面平整,不得有较大的凹陷、焊瘤。
当有外观检查不合格接头时,经修理或补强后,可提交二次验收。
钢筋焊接必须做强度检验,以300个同类型接头(同钢筋级别、同接头形式、同焊接位置)作为一批,不足300个时,按一批计。强度检验时,从成品中每批切取三个接头进行拉伸试验。
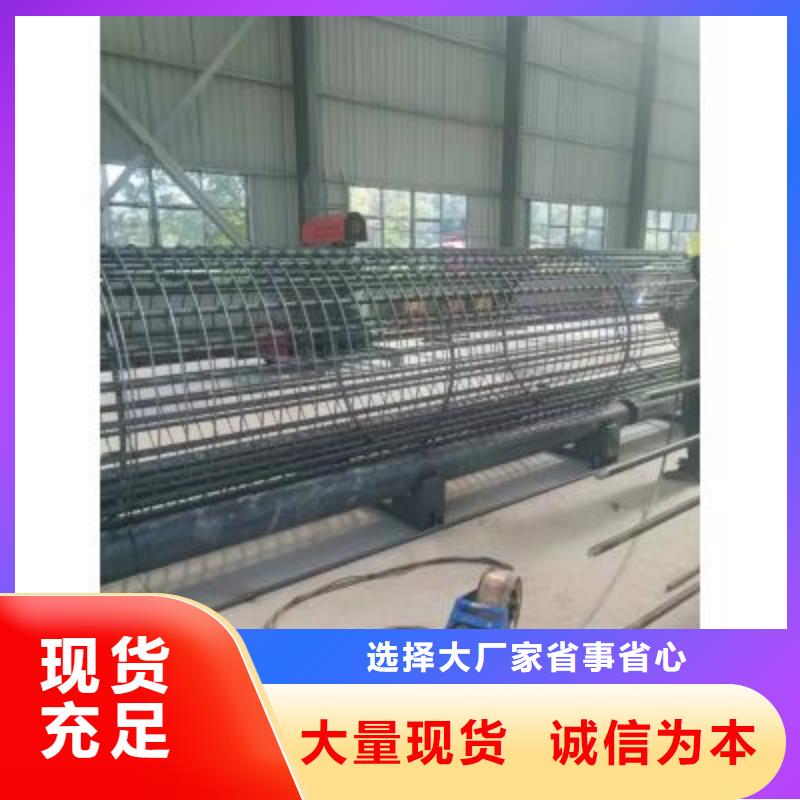
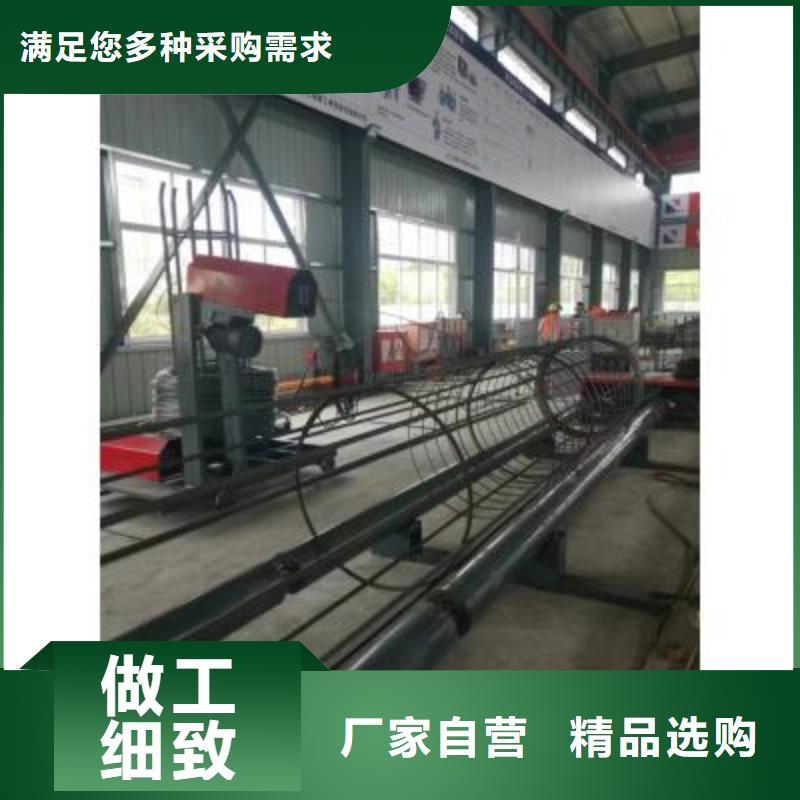
 肇庆钢筋笼卷笼机支持定制
肇庆钢筋笼卷笼机支持定制
切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。

基本工艺流程上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位→完成参数项目及型号1250型、1500型、2000型、2500型钢。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊部主筋。 钢筋笼绕筋机
人品合一双赢利益观是河南建贸永续经营保障。
所有利益相关方主要包括家人、户、股东。形成一个个利益共同体,共赢共享共创价值。只有所有利益相关方共赢,人与商品合一双赢方显实际,“人”即具有两创精神家人;“品”即户使价值真实。每位家人都在不同自主经营体中为户创造价值,从而实现自身价值,企业价值和股东价值自然体现。

钢筋接头采用帮条焊或搭焊时,焊缝长度不应小于帮条或搭接长度,焊缝高度应大于等于0.3d,并不小于4mm;焊缝宽度大于等于0.7d,并不小于10mm。
6.外观检查钢筋笼绕筋机
钢筋电弧焊接头外观检查应在接头清渣后逐个进行目测或量测. 接头处不得有裂纹焊缝表面平整,不得有较大的凹陷、焊瘤。
当有外观检查不合格接头时,经修理或补强后,可提交二次验收。
钢筋焊接必须做强度检验,以300个同类型接头(同钢筋级别、同接头形式、同焊接位置)作为一批,不足300个时,按一批计。强度检验时,从成品中每批切取三个接头进行拉伸试验。
