

(7)镇江螺旋管内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)镇江螺旋管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)镇江螺旋管采用空气等离子切割机将钢管切成单根。
(10)镇江螺旋管切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。

2、镇江螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
3、镇江螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。

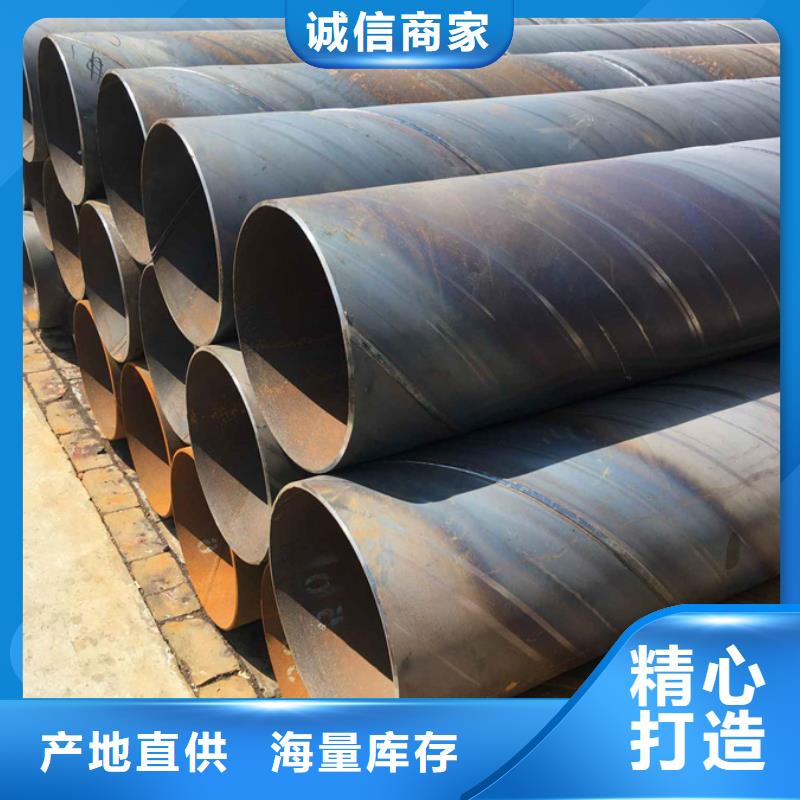
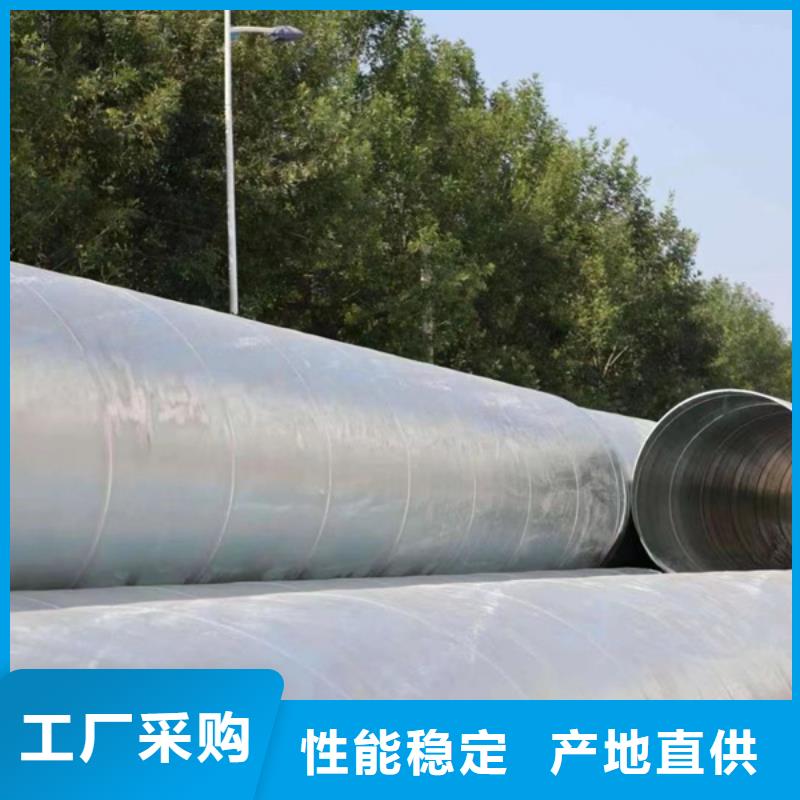
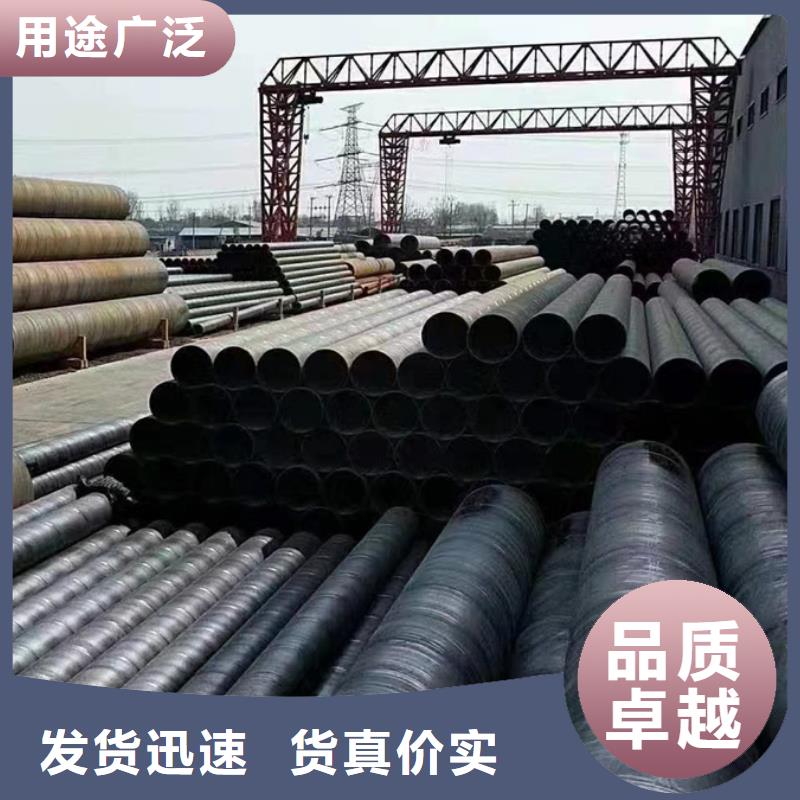
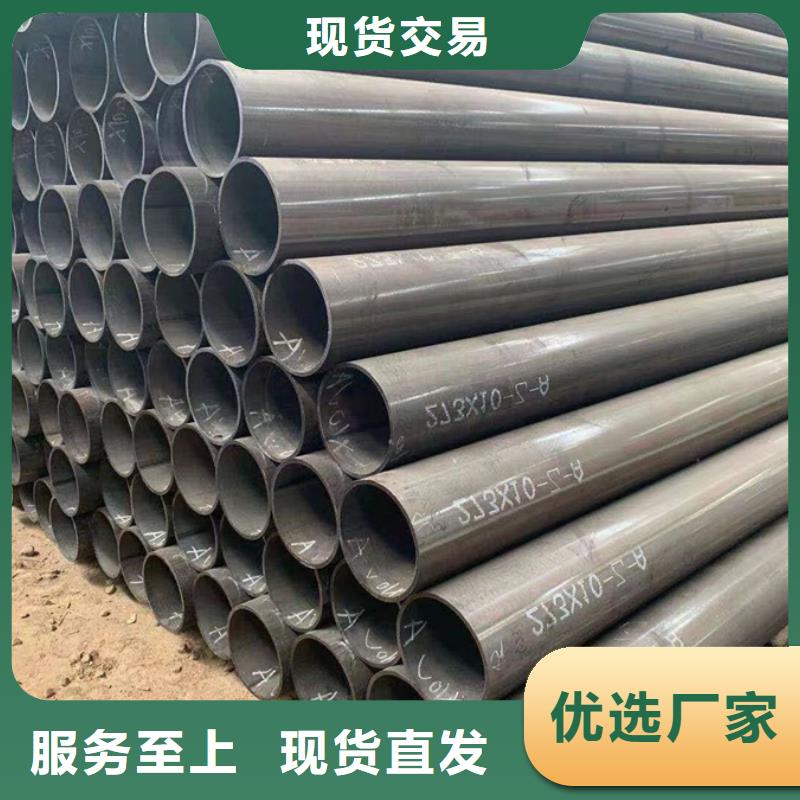
镇江螺旋管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
也可用作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等
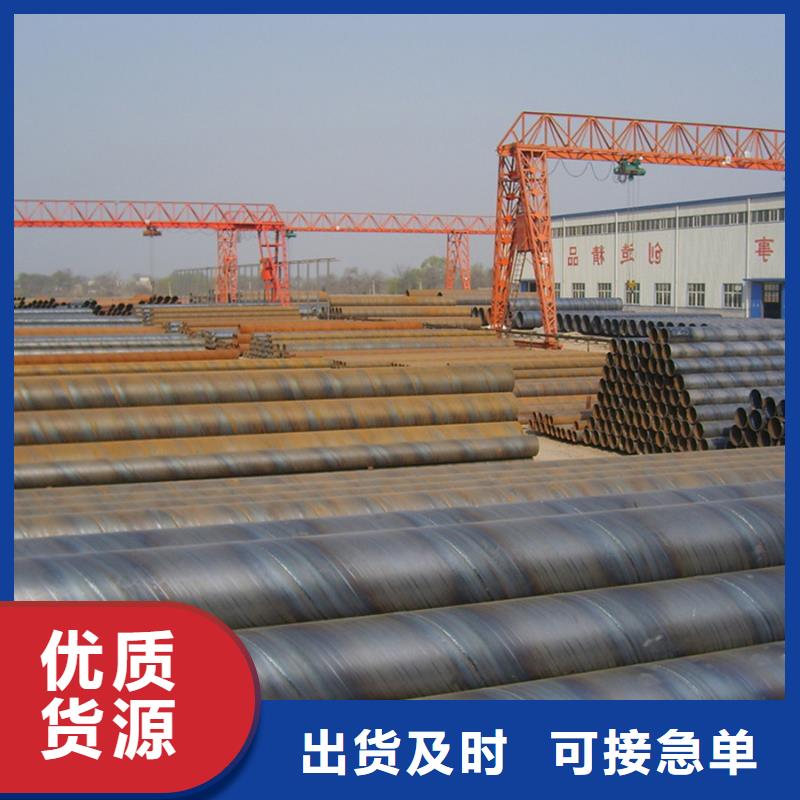
螺旋管厂家主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。
(1)作液体输送用:给水、排水。
(2)作气体输送用:煤气、蒸气、液化石油气。
(3)作结构用:作打桩管、作桥梁。
(4)码头、道路、建筑结构用管等。
镇江螺旋管厂需要改变思路了:
在经济新常态下,廊坊螺旋钢管厂想要从大到强,不管是从技术成果研发转化,还是从商业模式创新来说,都离不开资本市场的推动。尤其是大企业已经具备难得的市场资源,和基础,在做强的道路上,更要在资本市场方面起到推动和带头作用,引领整个行业,镇江螺旋管吸引更充裕的资金投入。“创新始于技术、成于资本”,这是近几十年全球科技创新的一个突出特征。以资本市场为核心的风险投资、并购重组、发行上市,为企业的发展壮大提供了一个灵活、的市场机制。
镇江螺旋管厂管道应力分析工程师可以只查看所关心的问题,模型一旦建成,自动错误检查将检查螺旋管应力分析工程师的输入,从管系的透视图和可能的错误警告中确保建立的模型是正确的。错误检查完成后,管道应力分析工程师只要告诉应力分析计算机软件,程序将自动进行静态和动态分析。

